please confirm your location


请确认您的位置

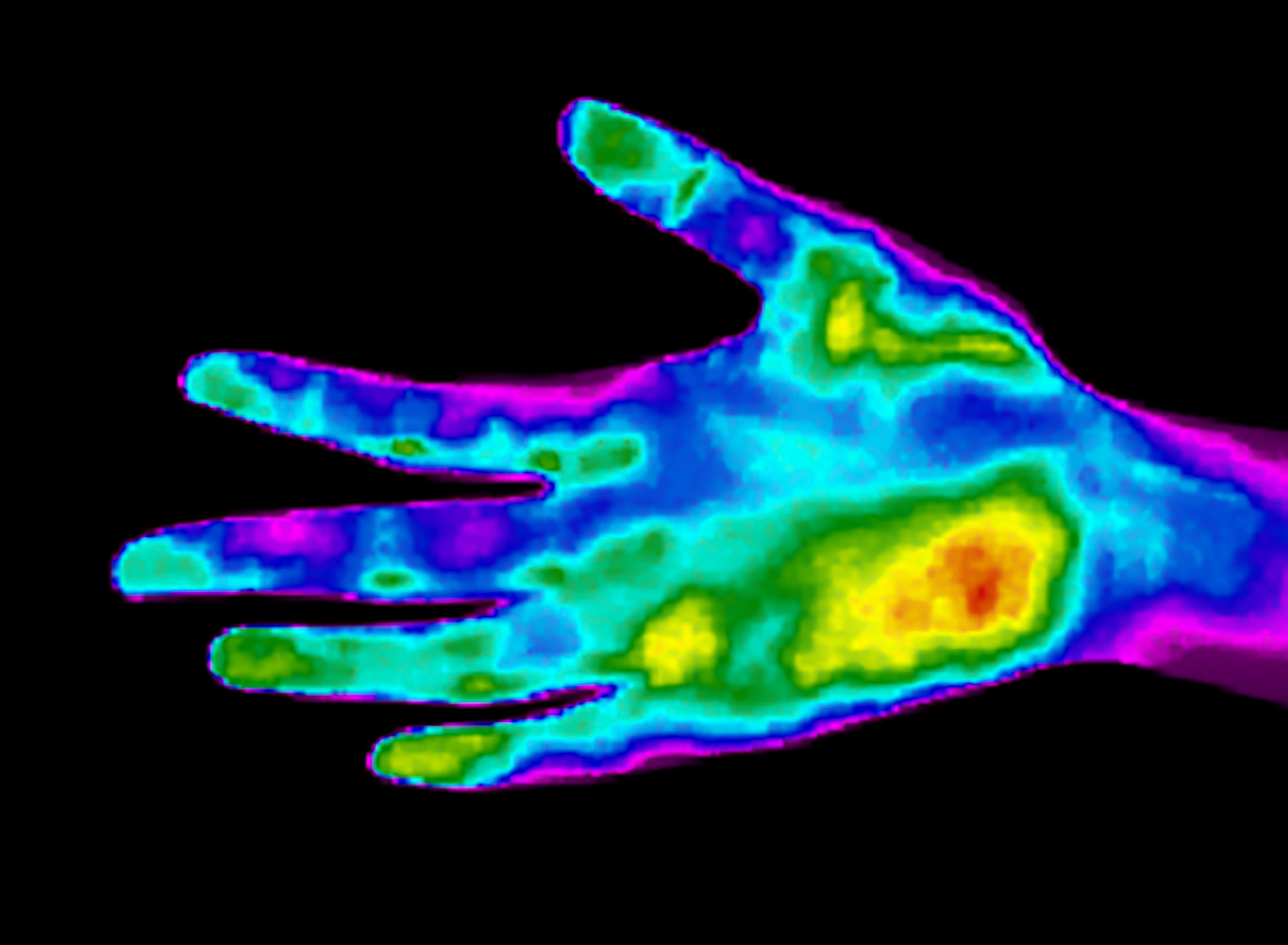
La Machine Vision ou vision industrielle joue un rôle central dans l’automatisation et l’optimisation des processus industriels. Si la vision visible constitue historiquement la base de nombreuses applications de vision industrielle, certaines contraintes limitent son efficacité : dépendance à l’éclairage, difficulté à distinguer des matériaux visuellement similaires ou à détecter des défauts invisibles à l’œil nu. L’imagerie infrarouge, et en particulier le SWIR (Short-Wave Infrared), apporte une réponse complémentaire aux systèmes existants en donnant accès à des informations invisibles dans le spectre visible.
Grâce à son expertise reconnue dans les technologies infrarouges, LYNRED et sa filiale NIT développe des détecteurs et solutions adaptés aux exigences de la Machine Vision, répondant aux besoins de performance, de fiabilité et de cadence des environnements industriels.
1. Comprendre la Machine Vision et ses enjeux industriels
1.1. Qu’est-ce que la Machine Vision ?
La Machine Vision, ou vision industrielle, désigne l’ensemble des technologies permettant à un système automatisé d’acquérir des images, de les traiter et de prendre des décisions à partir de ces informations visuelles.

Elle repose sur une chaîne fonctionnelle structurée autour de plusieurs éléments clés :
- un système d’acquisition (caméra et capteur),
- un éclairage adapté,
- un traitement d’image et une analyse logicielle,
- une interaction avec les systèmes industriels (robots, lignes de production, automates).
Au cœur de cette chaîne, le capteur d’image joue un rôle déterminant, car il conditionne la qualité des données exploitées par l’ensemble du système.
1.2. Un levier essentiel de performance industrielle
Le marché de la Machine Vision connaît une dynamique de croissance soutenue, portée par la généralisation de l’automatisation des processus industriels. Les industriels cherchent à augmenter leurs capacités de production tout en maintenant un haut niveau de qualité et de traçabilité, ce qui renforce le recours à des systèmes de vision toujours plus performants.
La Machine Vision permet notamment :
- d’automatiser des opérations de contrôle autrefois réalisées manuellement,
- d’assurer une qualité constante et reproductible,
- de réduire les coûts liés aux défauts de fabrication et aux rebuts,
- de fonctionner en continu, à des cadences élevées, dans des environnements contraints.
Ces bénéfices en font un élément clé des stratégies industrielles visant à améliorer la productivité et la fiabilité des processus.
1.3. Les limites de la vision visible
Dans de nombreuses applications, la vision visible montre ses limites. Certains matériaux présentent un aspect visuel similaire alors que leurs propriétés diffèrent, d’autres absorbent ou réfléchissent la lumière de manière peu contrastée, et certains défauts restent invisibles dans le spectre visible.
2. SWIR : révéler des informations invisibles à l’œil nu
Le Short-Wave Infrared (SWIR) étend les capacités de la Machine Vision en donnant accès à des informations situées au-delà du visible. Dans cette gamme spectrale, certains matériaux présentent des comportements optiques distincts, permettant de mieux les différencier, de révéler des structures internes ou d’identifier des caractéristiques invisibles dans le visible.
En Machine Vision, le SWIR est particulièrement utilisé pour :

- distinguer des matériaux visuellement proches mais chimiquement ou structurellement différents,
- améliorer la détection de défauts ou de contaminants,
- inspecter des objets dont l’aspect varie peu dans le visible,
- fonctionner dans des environnements où la vision visible atteint ses limites.
Grâce à ces propriétés, le SWIR constitue une technologie complémentaire aux systèmes de vision visible.
3. Spectrométrie : analyser la composition et les propriétés des matériaux
La spectrométrie constitue un second segment clé du marché Machine Vision, orienté vers l’analyse plus fine des matériaux. Elle repose sur l’exploitation de signatures spectrales permettant :
- de caractériser des matériaux au-delà de leur simple apparence,
- d’identifier des composés ou des variations de composition,
- de soutenir des applications d’analyse avancée dans des environnements industriels.
Les systèmes de spectrométrie peuvent s’appuyer sur différentes méthodes d’acquisition, telles que l’imagerie hyperspectrale, en fonction des besoins applicatifs et des contraintes d’intégration.
4. Exemples et cas d’usage en vision industrielle
4.1. Le contrôle qualité dans l’industrie agroalimentaire
Dans le secteur agroalimentaire, la Machine Vision infrarouge est utilisée pour le contrôle des denrées périssables. Elle permet de :
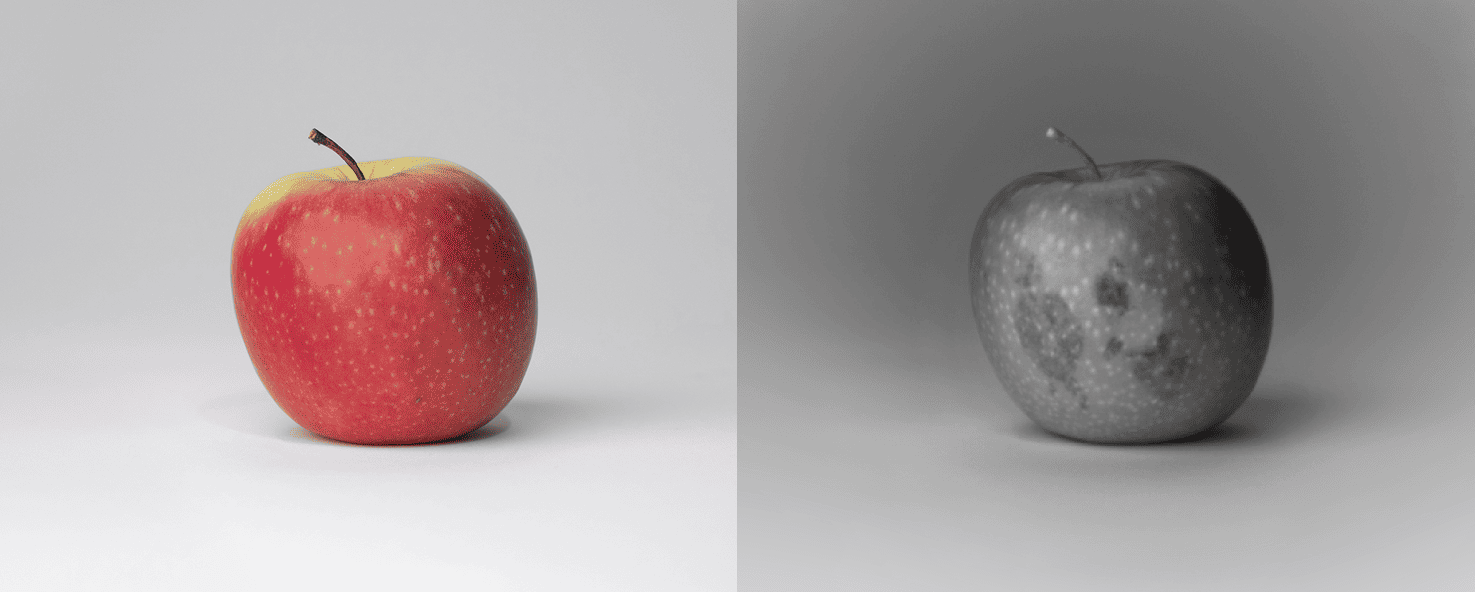
- détecter des défauts invisibles à l’œil nu, sans contact et à haute cadence. Par exemple, la visualisation du degré de transformation d’un fruit ou encore l’analyse des proportions de viande et de gras sur des pièces de boucherie.
- contrôler l’intégrité des emballages. Par exemple, le contrôle des fromages dans leur emballage, afin d’évaluer le degré d’humidité susceptible de faire moisir le fromage prématurément.
- repérer des corps étrangers ou des anomalies dans les flux de production. Par exemple, l’identification de micro-morceaux de polymères dans une production de vrac alimentaire comme du riz ou du café.
Au-delà de la transformation des aliments, l’imagerie infrarouge trouve aussi des applications en amont, notamment dans la surveillance des cultures et le suivi de la qualité des matières premières. Elle permet d’identifier des stress hydriques ou des débuts de pathologies avant qu’ils ne soient visibles, contribuant ainsi à améliorer la qualité globale des produits destinés aux chaînes industrielles.
4.2. Le contrôle qualité dans l’industrie pharmaceutique
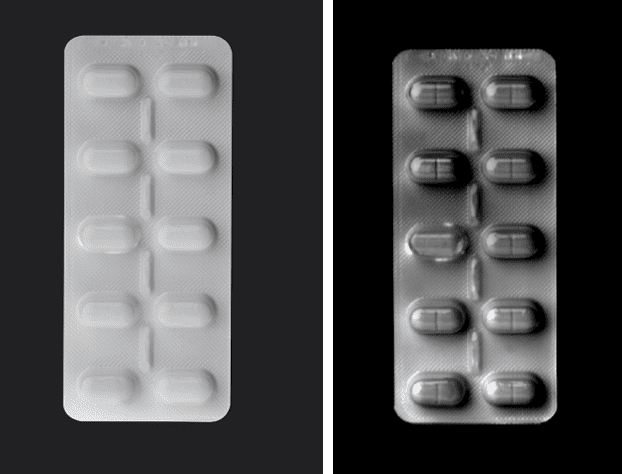
Dans l’industrie pharmaceutique, la Machine Vision permet de détecter des défauts de fabrication, y compris à travers des contenants en plastique, comme le repérage de flacons partiellement remplis. Elle est également employée pour le contrôle de l’intégrité des conditionnements, par exemple pour identifier des plaquettes de médicaments incomplètes ou endommagées.
5. Les exigences techniques de la Machine Vision infrarouge
5.1. Performance et qualité d’image
Les capteurs et détecteurs infrarouges utilisés pour le marché Machine Vision doivent répondre à un ensemble de critères techniques et opérationnels spécifiques :
- une sensibilité adaptée à la bande spectrale considérée,
- un niveau de bruit maîtrisé, garantissant une exploitation fiable des images,
- une stabilité des performances dans le temps et dans des conditions industrielles variées.
Ces critères sont essentiels pour assurer la répétabilité des mesures et la fiabilité des analyses, en particulier dans des applications de contrôle qualité et d’inspection automatisée.
5.2. Fiabilité et fonctionnement en environnement industriel
Les applications de Machine Vision fonctionnent généralement en continu, parfois 24 heures sur 24 et 7 jours sur 7. Les détecteurs infrarouges sont ainsi soumis à des exigences fortes en matière de fréquence trame et vélocité, permettant de suivre des procédés rapides sans ralentir la production. Ils doivent donc offrir :
- une robustesse élevée face aux contraintes thermiques, mécaniques et environnementales,
- une fiabilité sur le long terme, compatible avec les cycles de vie étendus des équipements industriels,
- une stabilité de fonctionnement, indispensable pour limiter les arrêts de production et les opérations de maintenance.
5.3. Contraintes économiques et retour sur investissement
Le marché de la Machine Vision infrarouge est également soumis à des contraintes économiques fortes. Les solutions doivent permettre :
- un retour sur investissement maîtrisé,
- une cohérence entre le coût du capteur et la valeur ajoutée apportée par l’application,
- une intégration compatible avec les standards et les architectures des systèmes industriels existants.
Dans ce contexte, l’équilibre entre performance, fiabilité et coût constitue un enjeu central pour les acteurs de la Machine Vision.
6. Les solutions LYNRED et NIT pour le marché Vision industrielle
Les détecteurs SWIR non refroidis de LYNRED constituent un composant technologique essentiel pour les applications de vision industrielle.
La gamme de produits LYNRED et NIT répond aux exigences des applications de vision industrielle où une efficacité élevée, des performances rapides et une qualité d'image supérieure sont indispensables. La technologie InGaAs de LYNRED et NIT offre la sensibilité, le bruit, le courant d'obscurité et les performances nécessaires pour satisfaire ces besoins.
7. Pourquoi choisir des solutions LYNRED pour la Machine Vision ?
7.1. Une expertise reconnue dans les technologies infrarouges
LYNRED s’appuie sur une expertise historique dans le développement de détecteurs infrarouges destinés à des environnements exigeants. Cette maîtrise technologique couvre plusieurs bandes spectrales, du SWIR jusqu’au VLWIR, et constitue un socle solide pour répondre aux besoins spécifiques de la Machine Vision industrielle.
7.2. Un positionnement orienté performance et fiabilité industrielle
Le positionnement de LYNRED repose sur la recherche de performances élevées et d’une fiabilité éprouvée.
Les solutions développées par LYNRED et sa filiale NIT(lien vers site NIT) s’inscrivent ainsi dans une logique de partenariat avec les fabricants de caméras et les intégrateurs, en tenant compte des cycles de vie longs des équipements industriels et des contraintes opérationnelles propres aux environnements de production.



