please confirm your location


请确认您的位置

Machine Vision plays a key role in automating and improving industrial processes. Although visible light imaging has traditionally been used for several machine vision applications, its limitations tend to reduce its effectiveness, such as dependency on light sources, difficulty in distinguishing between visually similar materials and detecting defects that are invisible to the naked eye. Infrared imaging, especially SWIR (Short-Wave Infrared), represents a solution that works alongside existing systems by providing access to information that cannot be seen in the visible light spectrum.
Leveraging its recognized expertise in the infrared technologies, LYNRED and its subsidiary NIT develop detectors and solutions that are capable of meeting the requirements for machine vision applications by delivering the performance, speed and reliability needed in industrial environments.
1. Understanding machine vision and its underlying industrial challenges
1.1. What exactly is machine vision?
 Machine vision refers to all the technologies enabling an automated system to acquire and process images and subsequently take decisions according to that visual information. It is based on a functional chain featuring a number of core components:
Machine vision refers to all the technologies enabling an automated system to acquire and process images and subsequently take decisions according to that visual information. It is based on a functional chain featuring a number of core components:
- An acquisition system (camera or sensor)
- An appropriate light source
- Image processing and software analysis
- Interaction with the industrial systems (robots, production lines, automated systems, etc.)
Image sensors form the backbone of the machine vision chain. They play a critical role, since the entire system depends on the quality of their data.
1.2. An essential driver for industrial performance
The machine vision market is experiencing sustained growth as more and more companies embrace the trend of automating their industrial processes. Industry professionals are looking to scale up their production capacities while maintaining high levels of quality and traceability, which explains why they are scrambling to use increasingly sophisticated vision systems.
Machine vision allows companies to:
- Automate their inspection processes, which used to be performed manually
- Ensure constant and reproducible quality
- Reduce the costs caused by manufacturing defects and rejects
- Operate around the clock with high production rates in challenging environments
Such are its upsides that machine vision is considered to be an integral part of any industrial strategy aimed at turbocharging productivity and boosting process reliability.
1.3. The limitations of visible light imaging
In many applications, the limitations of visible light imaging soon become apparent. Some materials may look the same despite having different properties, other materials may absorb or reflect light with a low level of contrast, and some defects cannot be seen in the visible light spectrum.
2. SWIR: revealing information that is invisible to the naked eye
The Short-Wave Infrared (SWIR) band extends machine vision’s capabilities by providing access to information outside the visible light spectrum. Some materials exhibit distinctive optical behavior in this spectral band, which simplifies the process of distinguishing between similar materials, revealing their internal structures or identifying their characteristics that would otherwise be hidden in visible light.
SWIR is especially used in machine vision applications to:

- Distinguish between materials that look the same, but which possess a different structure or chemical composition
- Improve the ability to detect defects or contaminants
- Inspect objects whose appearance barely changes in the visible light spectrum
- Operate in environments where visible light imaging has reached its limitations
These properties mean than SWIR is the ideal technology for working alongside visible vision systems.
3. Spectrometry: analyzing material composition and properties
Spectrometry represents the second key segment of the machine vision market, which is focused on analyzing materials in much greater detail. This technology relies on exploiting spectral signatures to:
- Characterize materials other than by their appearance
- Identify compounds or variations in composition
- Support advanced analytical applications in industrial environments
Spectrometry systems may use different acquisition methods, such as hyperspectral imaging, in response to the needs of the application and any integration constraints.
4. Machine vision examples and use cases
4.1. Quality control in the agri-food industry
Machine vision is used in the agri-food sector for inspecting perishable food products. It is capable of:
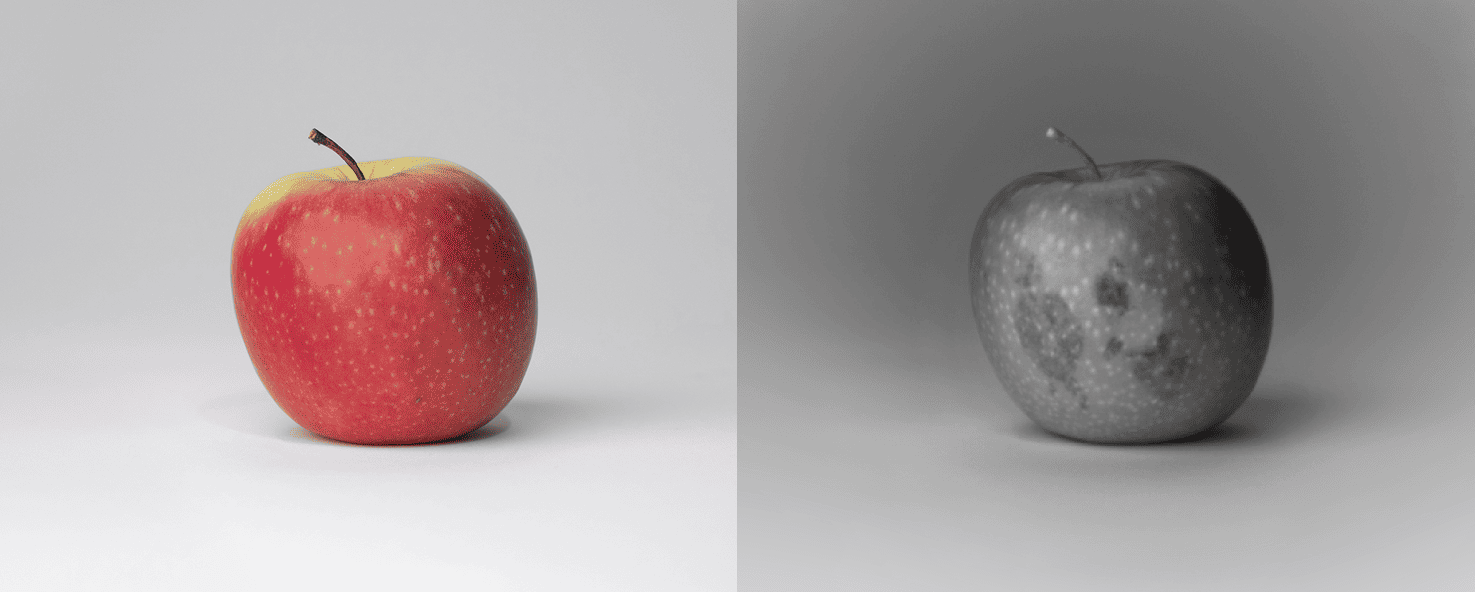
- Detecting defects that are invisible to the naked eye, without any contact and at high speeds. For example, they allow manufacturers to see the extent to which fruit has started ripening or analyze the protein and fat content in meat.
- Checking packaging integrity. For example, it can be used to check packaged cheese and assess the degree of moisture that is likely to cause mold to develop early on the cheese.
- Spot foreign bodies or anomalies during production. For example, it has the ability to identify microscopic pieces of polymer when producing such loose foods as rice and coffee.
In addition to the actual food processing stage, thermal imaging also has applications at the front end of the cycle, such as monitoring crops and examining raw material quality. It helps identify crop areas suffering from water stress or the onset of a disease before the tell-tale signs become apparent, which improves the overall quality of the products entering the production lines.
4.2. Quality control in the pharmaceutical industry
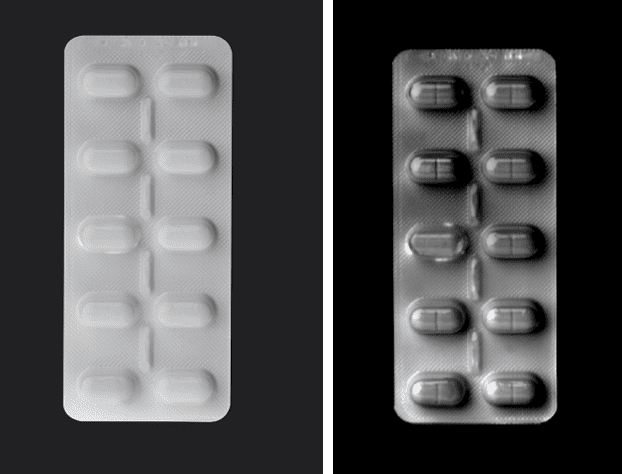
In the pharmaceutical industry, machine vision systems can detect manufacturing defects, and they can even peer through plastic to spot any partially filled bottles. They are also used to check packaging integrity, such as identifying incomplete or damaged blister strips.
5. Technical requirements of infrared machine vision
5.1. Performance and image quality
The infrared sensors and detectors used for the machine vision market need to satisfy a specific set of technical and operational criteria:
- Appropriate level of sensitivity for the spectral band in question
- Controlled noise levels to ensure reliable image use
- Stable long-term performance in various industrial settings
These criteria are vitally important for guaranteeing repeatable measurements and reliable analyses, especially for quality control and automated inspection applications.
5.2. Reliability and operation in industrial environments
Machine vision systems tend to operate continuously, sometimes 24 hours a day and 7 days a week. Consequently, infrared detectors are subjected to demanding frame rate and speed requirements, with the need to monitor fast-moving processes without slowing down production. Therefore, they must offer:
- A highly robust design to withstand thermal, mechanical and environmental stresses
- Long-term reliability to ensure compatibility with industrial machines and their extended lifecycles
- In-service stability, which is essential for minimizing production downtime and maintenance
5.3. Economic constraints and return on investment
The infrared machine vision market also has to contend with a challenging set of economic constraints. Solutions need to be capable of:
- Securing a return on investment
- Ensuring that the cost of the sensor is consistent with the added value generated by the application
- Guaranteeing integration in line with the standards and architectures of the legacy industrial systems
Consequently, striking the right balance between performance, reliability and cost is a major concern for machine vision stakeholders.
6. LYNRED and NIT's solutions for the machine vision market
LYNRED’s uncooled SWIR detectors represent a core technological component for machine vision applications.
The LYNRED and NIT product range is capable of fulfilling the requirements for machine vision applications where high efficiency, fast performance and superior image quality are essential. The InGaAs technology for LYNRED and NIT delivers the sensitivity, noise, dark current and operability performance to meet these needs.
7. Why choose LYNRED’s solutions for your machine vision applications?
7.1. Recognized expertise in infrared technologies
LYNRED can harness its longstanding expertise in developing infrared detectors for demanding environments. The company’s technological skills encompass several spectral bands, from SWIR to VLWIR, and provide a solid foundation for addressing the specific needs of the machine vision market.
7.2. A market strategy focused on performance and industrial reliability
LYNRED’s market strategy is driven by its determination to offer high-performance solutions offering proven reliability.
The solutions developed by LYNRED and its subsidiary NIT reflect the company’s policy of building partnerships with camera manufacturers and integrators, while taking full account of long industrial equipment lifecycles and the operational constraints that characterize today’s production environments.



